
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Is floating ball valve suitable for high-cycle actuated service?
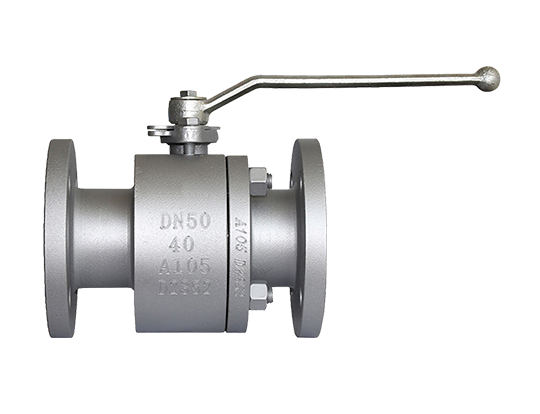
Zhejiang Liangyi Valve Co., Ltd. has developed a line of Floating Ball Valve solutions that demonstrate remarkable durability and reliability, prompting a discussion on their suitability for high-cycle actuated service in various industrial applications. These valves are designed to operate efficiently under repeated actuation while maintaining stable sealing performance.
Design
The Ball Valve differs from trunnion-mounted ball valves in that the ball is not mechanically fixed but floats downstream slightly when the valve is closed. This floating action allows the valve to self-adjust against the seat under media pressure, producing a tight seal. In practical terms, this design reduces friction between the ball and seat during operation, contributing to extended service life, especially in applications requiring frequent open-close cycles.
Key Components and Mechanics
| Component | Material Options | Function |
| Body | ASTM A216 WCB/WCC, ASTM A352 | Provides structural strength and corrosion resistance |
| Ball | ASTM A182 F304/F316 | Floats to compress seat for sealing |
| Stem | ASTM A182 F304/F316 | Anti-blowout design ensures operational safety |
| Seat | PTFE, RPTFE, FPM, PEEK, Metal | Maintains tight seal while accommodating floating ball movement |
The floating ball mechanism allows the valve to automatically respond to pressure changes in the system. When installed in water towers, storage tanks, or fire suppression systems, the Floating Ball Valve can maintain liquid levels without requiring external power or manual intervention.
High-Cycle Actuated Service: Challenges and Considerations
High-cycle actuation implies frequent opening and closing of a valve, which can accelerate wear and tear. For its applications, several factors determine suitability:
1. Seat Material and Wear Resistance
The longevity of it in high-cycle service depends on the seat material. Polytetrafluoroethylene (PTFE) and reinforced variants provide low friction and excellent chemical resistance, while metal seats offer durability in high-pressure environments. Selecting the appropriate seat ensures reliable sealing even after thousands of cycles.
2. Operating Torque and Flow Dynamics
It generally exhibits low operating torque due to the self-adjusting ball. This characteristic makes them easier to actuate, reducing mechanical stress on the actuator during repeated cycles. Additionally, the full-bore design allows consistent flow and prevents pressure fluctuations, supporting smoother actuation.
3. Temperature and Pressure Tolerance
High-cycle environments often involve extreme conditions. Modern ball valves are engineered to withstand temperatures from -46°C to 121°C and pressures up to PN260/1500LB. This robustness ensures they can perform reliably without compromising sealing performance or structural integrity.
Applications Ideal
High-cycle actuated service is commonly required in water management systems, chemical processing lines, and fire protection setups. The Ball Valve is particularly suitable for scenarios that demand:
- Continuous liquid level control
- Minimal maintenance requirements
- Long-term operational reliability under repeated actuation
Comparison Table
| Feature | Floating Ball Valve | Trunnion Ball Valve |
| Ball Support | Floats downstream under media pressure | Supported by trunnion |
| Suitability for High-Cycle | Moderate to high, depending on seat | High, but more complex design |
| Sealing under Pressure Fluctuations | Self-adjusting, tight seal | Depends on trunnion compression |
| Maintenance Requirement | Low | Moderate to high |
| Operating Torque | Low | Higher than floating type |
The self-adjusting nature of the floating ball design allows it to maintain effective sealing while reducing wear on the ball and seat, making it a reliable choice for many high-cycle scenarios.
Practical Insights for Industry Professionals
While the ball valve provides many advantages, careful consideration of actuation frequency, seat material, and system pressure is necessary. In extremely high-cycle applications, reinforced seats or hybrid designs may further extend valve life. Additionally, ensuring proper installation and periodic inspection can prevent potential leakage or performance degradation.
Advantages in Automated Water Systems
For water towers and storage tanks, the Ball Valve can operate autonomously, automatically responding to changes in water level. This feature reduces the risk of overflow, minimizes water waste, and lowers operational oversight requirements. Its mechanical simplicity translates into fewer failure points, which is particularly valuable in remote or high-demand installations.
The Floating Ball Valve represents a robust and reliable solution for many high-cycle actuation needs, particularly in systems requiring precise level control and low-maintenance operation. With carefully selected seat materials, proper installation, and consideration of operating conditions, ball valves can offer excellent performance over extended service periods. Zhejiang Liangyi Valve Co., Ltd. continues to innovate in this space, providing products that combine simple mechanical design with high operational reliability, making it a dependable choice for industries seeking consistent and efficient valve solutions.
Previous:No News


